【第17回】「よけの職人・堀本登場 その1」
- 機能性めっきとよけの職人
プロローグに続があるなんて変だし、さあ次回から本格連載だ、テーマはアルマイトだと言っておきながら恐縮だけど、もう少し枕にお付き合い願いたい。言い訳がましいが、開発課の榎堀さんにアルマイトについてご教授願ったことは事実です。
榎堀さん曰く。「アルマイトとは商標で、正確にはアルミニウムの陽極酸化皮膜のことです」前回も触れたが、アルマイトはめっきとは逆の加工だ。「陽極」で酸化させるのがアルマイト、製品を「陰極」で表面処理するのがめっきである。「じゃあ、そもそもめっきとは何にか簡単に説明しますね」。榎堀さんの素人を慮る優しい言葉に甘えレクチャーを受けていたら思わぬ収穫があった。せっかくだからお披露目しようと、プロローグにオマケをつけたというわけ。
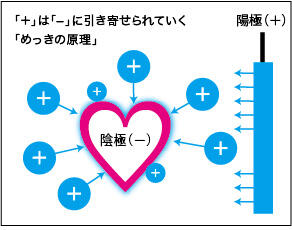
めっき液にはめっきしたい金属が+イオンのかたちで溶けている。めっきを施される製品を陰極につけて通電すれば、イオンは製品に引きつけられて表面につく。両者が引き合うのは、まるで運命の恋に落ちた男女のようで、互いを分かとうとすることは不可能だ。そして、めっき速度は電流の強さで決まる。めっき厚は液に浸ける時間で決まる。時間が同じ長さなら、電流が強い方がめっきも厚くなる。さもありなん。頭の中でやっぱり男女の恋に喩えて小生は理解に努める。まあここまでは理科の復習。
さて、こうして製品のめっきが進めば、当然めっき液に溶けていた金属イオンは減っていく。減った分は液を補えばいいが、もっといい方法がある。めっきする金属と同じ金属を陽極に使ってあげればいいのだ。たとえばニッケルめっきなら、陽極にニッケルの金属棒を使う。するとここから徐々に液の中へとイオンが溶けていって、液をつぎ足す手間が省ける。それでも液が減ってきたら、その際はニッケル化合物をめっき槽へ足してやればいい。めっき液より金属そのものの方が安価だから、コスト的にもメリットがある。
ニッケルや銅、亜鉛といった金属は、めっきがつく速さが金属が液に溶ける速さよりわずかに速いのでこの方法が使える。ただしクロムめっきは例外だ。クロムはめっきがつく速さの3倍ものスピードで、金属が液の中に溶け出すのだ。するとまたたく間に金属分が増えて液のバランスが崩れてしまう。こうなっては仕様通りの製品はできない。めっきは液の管理が肝であることを物語る逸話のひとつだ。
なるほどと感心していた一方で、ひとつ疑問が湧いた。そもそもめっきは製品に均等についてくれるのか。場所によってめっき厚が変わることはないのか。