めっきによる寸法変化(めっき、アルマイト編)
- 機能
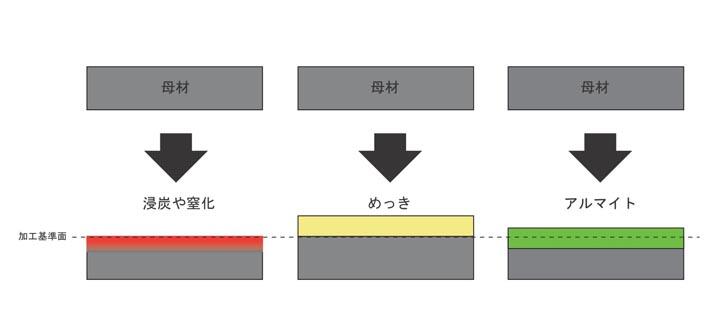
特に寸法公差の厳しい製品も増えてきていますし、さまざまな表面処理でどのように寸法が変化するかというご質問を受けることが多くなってきました。今回は、めっき前に高炭素鋼(S45Cなど)やクロモリ鋼(SCM鋼など)の硬度化で行われる窒化処理、めっき、アルマイトで寸法の変化量を解説します。
●窒化処理
窒化処理は、窒素やアンモニアを含むガス中で加熱して窒化処理するもの(ガス窒化)や窒素原子を含む塩を溶融させ、その中に製品を漬け込む方法で窒化するもの(塩浴窒化)などがあります。窒化自体は、素材の鉄成分と窒素を化学反応させて硬くする方法なので、もともとの鉄よりも少し体積が膨張することでもとの寸法よりも少し大きくなるといわれています。膜厚や加工方法にもよりますが、変化量は膜厚の数%程度ですのでマイクロメートルオーダーでの変化はあると考えています。
窒化処理➡直径の場合は少し大きくなる。穴の場合は少し小さくなる。程度は硬化層の厚み次第。
●めっき
めっきは、製品の上に金属の皮膜をかぶせる処理になりますので、例えば無電解ニッケルめっきを10μm付ければ、直径だと20μm大きくなり、穴の場合は20μm小さくなります。ただ、電気めっきの場合には製品内でのばらつきが大きく、端や角は厚くなる傾向がありますので、寸法の厳しい製品は貴をつける必要があります。また、ばらつきの程度は、電気亜鉛めっき(ジンケート浴、シアン浴)は小さく、電気ニッケルめっきや硬質クロムめっきは大きくなる傾向があります。
めっき➡直径はめっき厚×2の分だけ大きくなる。穴もめっき厚×2の分だけ小さくなる。ただし、場所によりばらつきを考慮する必要あり。
めっきの場合、気を付けなければならないのがアルミニウム素材へのめっきになります。アルミニウム素材は、製品表面に酸化皮膜が生成しており、これを除去するため、めっきの前処理で「酸処理」や「エッチング」と呼ばれる工程で、表面を溶解除去します。溶解除去される厚みは、液の温度、濃度、時間によって変化しますので、寸法の厳しい製品は、めっき厚だけでなく、この工程もしっかり押さえておく必要があります。
●アルマイト(陽極酸化、アノダイズ)
アルマイトは素材としてのアルミニウムを電気的な酸化力で酸化アルミニウムに変化させ、表面に皮膜として生成させます。アルミニウムが酸化アルミニウムに変化する際には、体積が約2倍になりますので、例えば5μm分のアルミニウムが変化すると、10μm分の酸化アルミニウムの皮膜(アルマイト皮膜)が生成すると考えます。ですので、実際の寸法の変化としては、5μm分のアルミニウムが減少して、10μm分の皮膜が乗っかる形になるので、寸法増加量は5μmとなります。ただし、成長した皮膜は処理液の酸によって表面が溶解されるので、実際には、膜厚÷(2/5)くらいの増加量になるようです。
アルマイト➡アルマイト皮膜の厚みの約2/5が増加するので、例えば10μmのアルマイト皮膜を付けた場合は、約4μmの寸法変化です。そのため、直径としては8μm大きくなり、穴の場合は8μm小さくなります。
ただし、アルミニウムへのめっきの場合と同様、前処理でエッチングが入るケースがありますので、処理メーカーによって寸法の変化量には違いがあることが多いようです。
※サン工業の硬質アルマイト処理では、前工程での寸法変化を抑えた形での処理を行っています。
これら寸法変化は一例になりますので、実際には試作などを行いながら確認していくことになります。
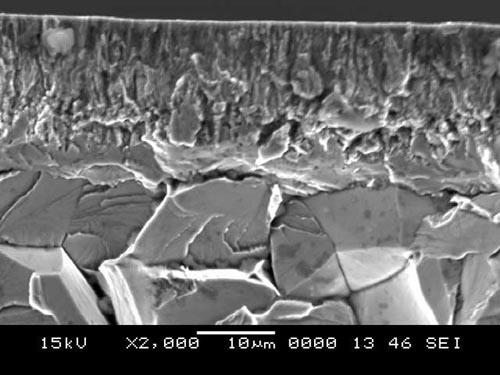
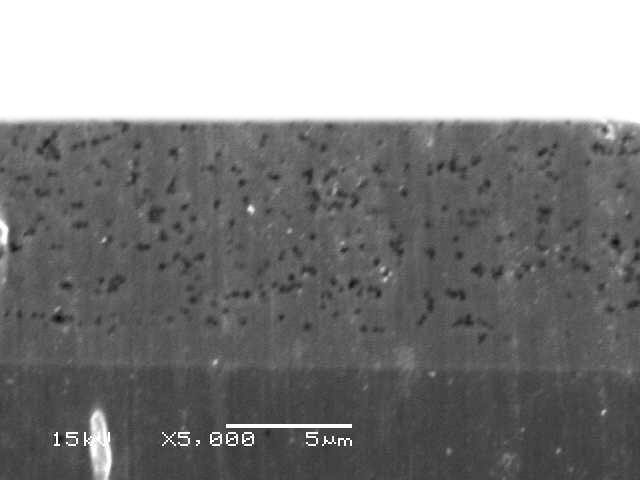
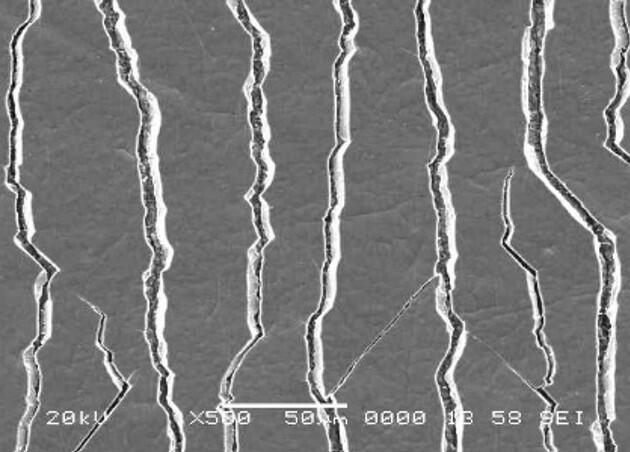
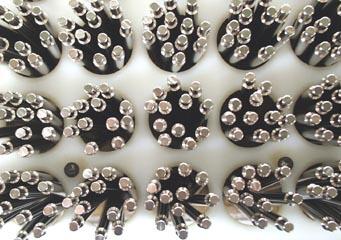
〇窒化処理の断面
SPCCに窒化処理されたサンプルを折り曲げて破断させた断面を2000倍で観察。
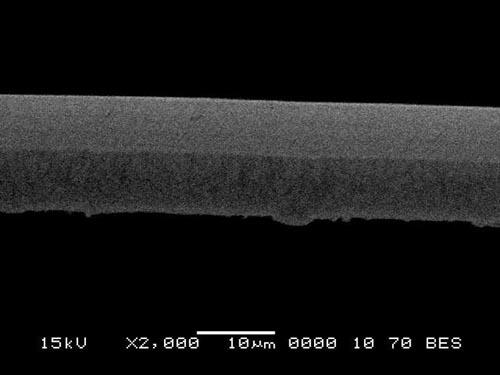
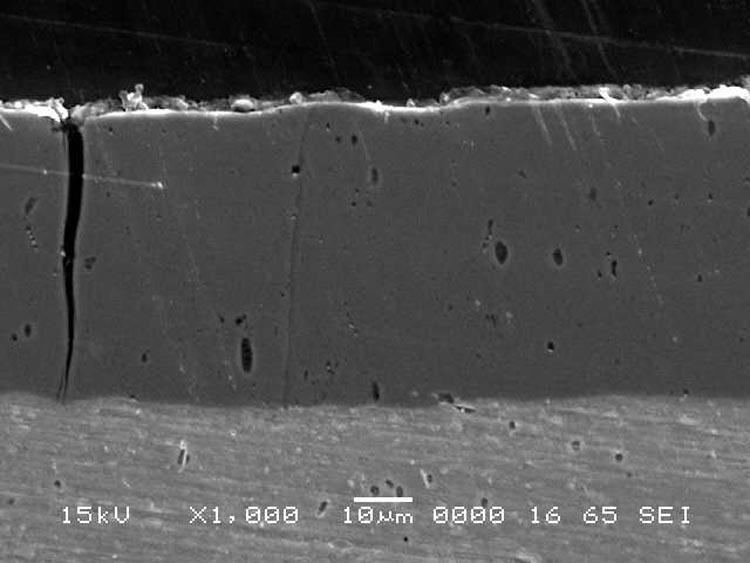
〇めっき皮膜
2層めっきされたサンプルを断面研磨したものを2000倍で観察。
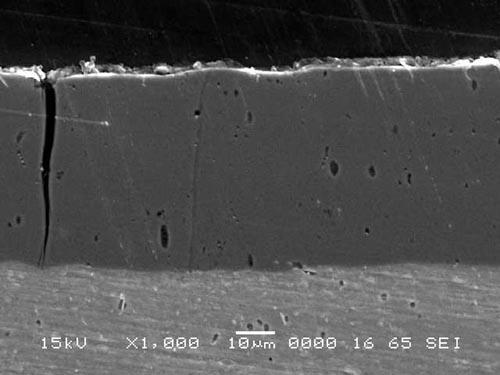
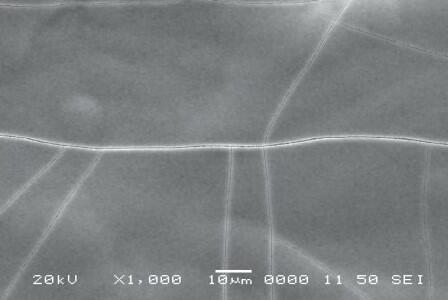
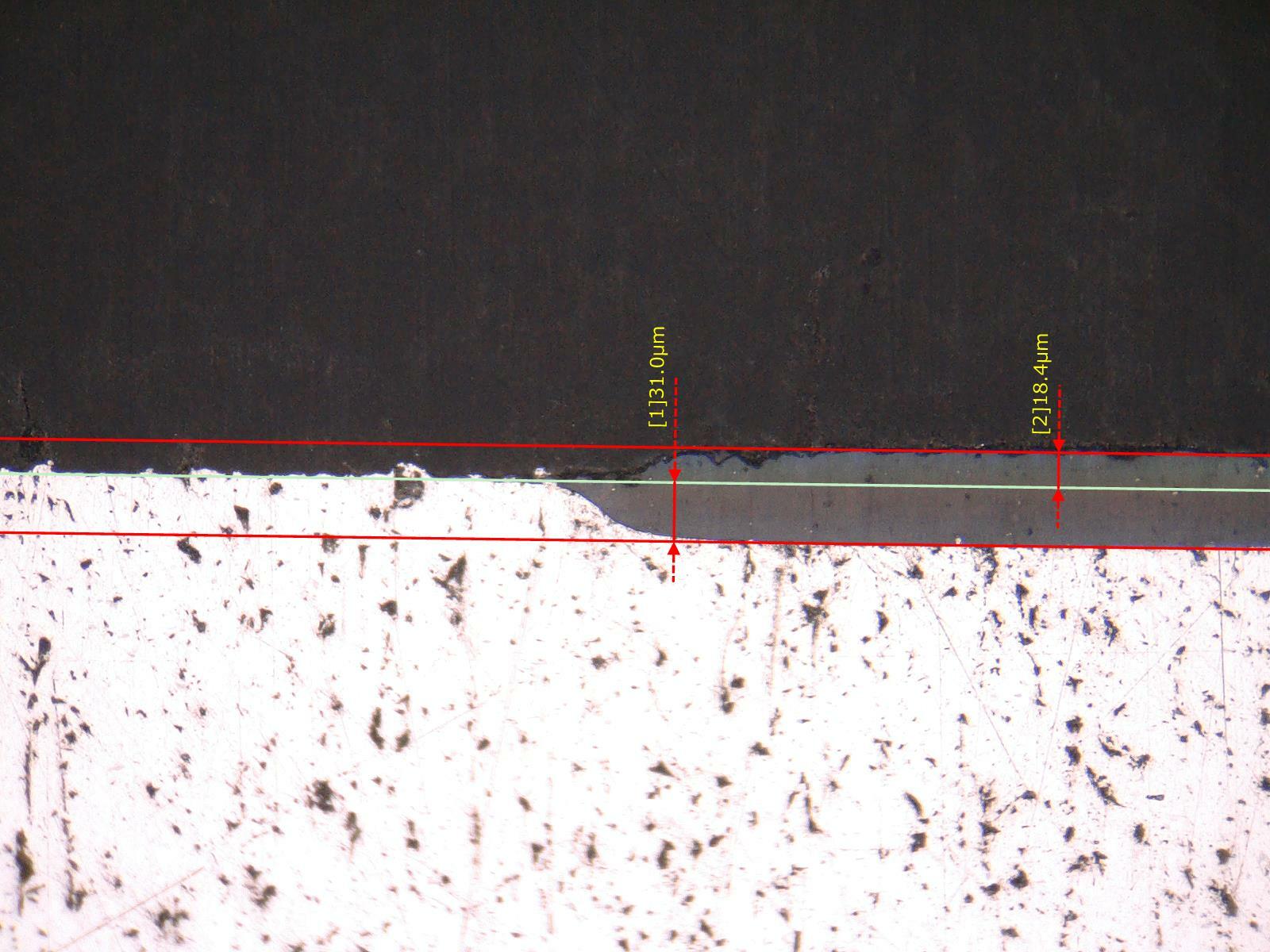
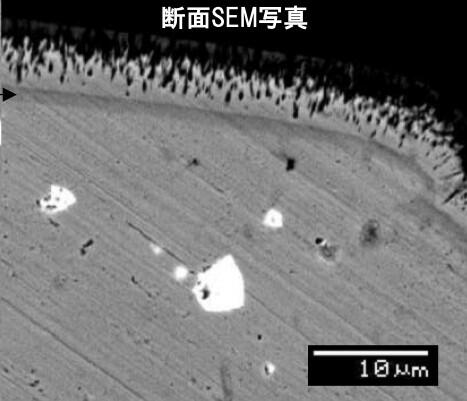
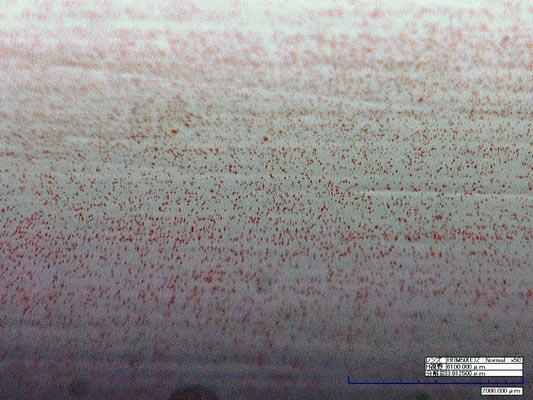
〇アルマイト皮膜(陽極酸化、アノダイズ)
A6000系アルミニウムを硬質アルマイト(硬質陽極酸化)したサンプルの断面を1000倍で観察したもの。硫酸浴で硬質アルマイトしたものには、厚みによっては写真左に見られるようなクラックが発生することがあります。
めっきのサンプル・試作についてお気軽にご相談ください。
サン工業ではサンプルめっきのご相談をお受けしております。
めっきの開発案件、改善案件など、お客様の課題解決にお役立てください。
*内容によってはお受けできないものもございます。要ご相談にてお願いいたします
機能の記事を見る
-
 機能次世代向け自動車関連めっき
機能次世代向け自動車関連めっき -
 機能サン工業の硬質銀めっき(Ag)
機能サン工業の硬質銀めっき(Ag) -
 機能自動車部品に活用されるめっき
機能自動車部品に活用されるめっき -
 機能黒いめっきの表面|亜鉛めっきの黒色クロメート【三価、六価】、亜鉛ニッケルめっきの黒色クロメート
機能黒いめっきの表面|亜鉛めっきの黒色クロメート【三価、六価】、亜鉛ニッケルめっきの黒色クロメート -
 機能潤滑無電解ニッケルめっき(PTFE複合無電解ニッケル)にはどういうふうにテフロンが取り込まれている?
機能潤滑無電解ニッケルめっき(PTFE複合無電解ニッケル)にはどういうふうにテフロンが取り込まれている? -
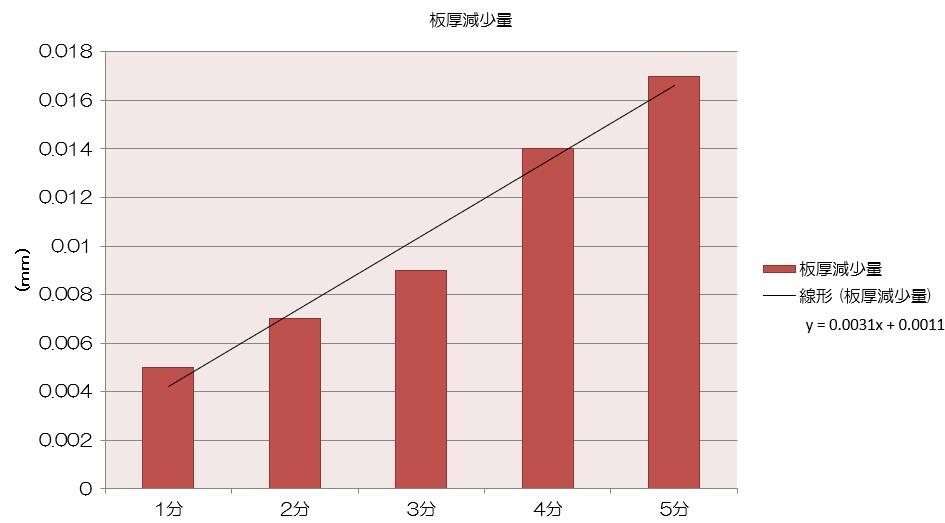 機能アルミニウム材料の前処理での板厚減少
機能アルミニウム材料の前処理での板厚減少 -
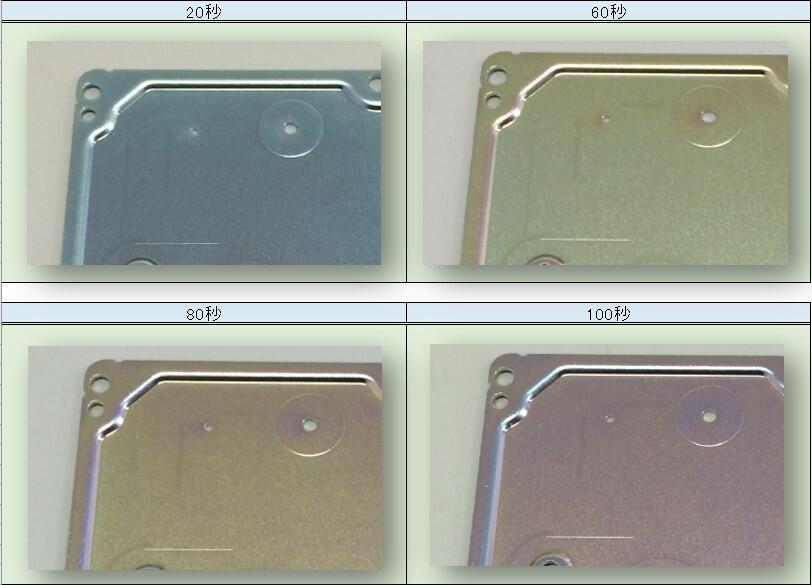 機能亜鉛めっきの三価有色クロメート外観
機能亜鉛めっきの三価有色クロメート外観 -
 機能厚付けシュウ酸アルマイトの寸法変化量はどのくらいでしょうか?
機能厚付けシュウ酸アルマイトの寸法変化量はどのくらいでしょうか? -
 機能黒いめっきの表面(黒色無電解ニッケルめっき)
機能黒いめっきの表面(黒色無電解ニッケルめっき) -
 機能黒いめっきの表面(黒クロムめっき)
機能黒いめっきの表面(黒クロムめっき) -
 機能めっきによる寸法変化(めっき、アルマイト編)
機能めっきによる寸法変化(めっき、アルマイト編) -
 機能亜鉛めっきのウィスカー(ホイスカ)対策
機能亜鉛めっきのウィスカー(ホイスカ)対策 -
 機能すずは柔らかい金属なのですが、すずめっきを曲げると割れてしまいます
機能すずは柔らかい金属なのですが、すずめっきを曲げると割れてしまいます -
 機能アルマイトと無電解ニッケルめっきの塩水噴霧耐食性(アルミニウムへの表面処理)
機能アルマイトと無電解ニッケルめっきの塩水噴霧耐食性(アルミニウムへの表面処理) -
 機能マイクロポーラスクロムとシールニッケル、ジュールニッケルの違いって?
機能マイクロポーラスクロムとシールニッケル、ジュールニッケルの違いって? -
 機能黒色めっきの耐熱変色性は?
機能黒色めっきの耐熱変色性は? -
 機能特殊素材(ステンレス)へめっきはできる?
機能特殊素材(ステンレス)へめっきはできる? -
 機能耐熱性のある黒色表面処理ってある?
機能耐熱性のある黒色表面処理ってある? -
 機能硫酸アルマイトとシュウ酸アルマイトの違いってなに?(アルミへのメッキ加工)
機能硫酸アルマイトとシュウ酸アルマイトの違いってなに?(アルミへのメッキ加工) -
 機能無電解めっきってニッケルだけなの?
機能無電解めっきってニッケルだけなの? -
 機能ニッケルめっきの種類って?ニッケルめっきの種類と特徴
機能ニッケルめっきの種類って?ニッケルめっきの種類と特徴

